-
Detaļu orientēšanas un padeves iekārtas


































| Nr. | Sadaļas nosaukums | Lpp. |
| 1. | Ievads | 4 |
| 2. | Detaļas tehnoloģiskuma novērtēšana | 5 |
| 3. | Maršruta tehnoloģijas izstrādāšana | 5 |
| 4. | Apstrādes iekārtās izvēle un tas parametri | 6 |
| 5. | Operāciju tehnoloģiskā pamatlaika aprēķini | 6 |
| 5.1. | Virpošanas griešanas režīmu aprēķināšana (1.apstrāde) | 7 |
| 5.2. | Urbšanas griešanas režīmu aprēķināšana (2.apstrāde) | 11 |
| 5.3. | Urbšanas griešanas režīmu aprēķināšana (3.apstrāde) | 14 |
| 5.4. | Vītņu iegriešanas režīmu aprēķināšana (4.apstrāde) | 17 |
| 5.5. | Virpošanas griešanas režīmu aprēķināšana (5.apstrāde) | 20 |
| 5.6. | Frēzēšanas griešanas režīmu aprēķināšana (6.apstrāde) | 23 |
| 5.7. | Kopējais mašīnlaiks | 26 |
| 6. | Robota pārvietošanas laika noteikšana starp iekārtām | 26 |
| 8. | Taktu ciklogramma | 26 |
| 9. | Strukturālā shēma | 27 |
| 10. | Kopējais laiks jaunas detaļas iegūšanai | 27 |
| 11. | Ražošanas tehnoloģiskais komplekss | 28 |
| 11. | Izmantotā literatūra | 29 |
Anotācija
Projekta uzdevums – sagataves detaļu mehaniskā apstrāde ar CNC darbgaldiem. Darba gaitā tiek parādīta informācija par laiku sagataves izstradašana. Tiek aprēķināts darbagaldu skaits ka arī, tiek paradīts transportēšanas lentes aprēķins, takru ciklogramma, un strukturāla shēma. Izstradati rasējumi katram apstrades posmam.
Projekta apreķināšana tika izmantoti „Metodiskie norādījumi kursa projekta izpildišanai”, ka arī „Griešanas teorija.
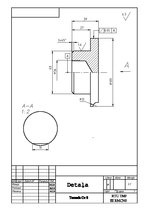
Detaļas tehnoloģiskuma novērtēšana
Detaļas tehnoloģiskumu var novērtēt pēc tas konfigurācijas un sarežģītības pakāpes.
Analizējot detaļu var pateikt, ka šajā detaļa ir viens necaurejošs urbums, rieva un fāzītes.
Diametra izmēri ir apaļi skaitļi kuriem ir atrodami nepieciešami instrumenti kas atvieglo apstrādes
uzdevumu un nav vajadzības izmantot atsevišķos instrumentus. Kas ir svarīgs masveida ražošanā.
Izmantojot iekārtas ar ciparu vadību, detaļas bāzēšana notiek divās pretēji novietotam vārpstam, tātad tas samazina laiku. Viena no detaļas virsmām ir gluda Ra=1.6 μm tātad ir nepieciešama gluda virpošana pēdēja pārgājiena noņemot 0.5 mm uzlaidi. Lai samazinātu apstrādes laiku un tātad izdevumus, diametri D2 un D3 tiek pieņemti 63 mm.
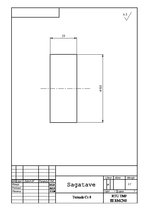
Sagatave tiek izmantots velmēts stienis Сталь 8 Ø100 mm
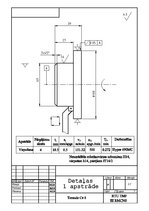
3. Maršruta tehnoloģijas izstrādāšana
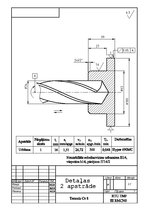
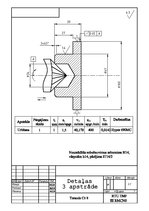
Sagataves – stieņa apstrāde tika veiktās 6 operācijas: 1.Virpošana (virsmas ar raupjumu Ra=1.6 μm), 2. Urbšana (L2 garuma urbums attiecīgi no stieņa gala.), 3.Parurbšana (Urbšanas cauruma fāzītes),
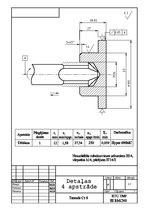
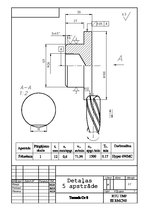
4.Vītnes iegriešana(M36 iepriekš izurbtaja cauruma),5.Virpošana (gatavas detaļas nogriešana)
6.Frēzešana (uz sagataves gala)
Dots: L=32 (mm), L1=20 (mm), L2=16 (mm), L3=12 (mm), L4=8 (mm), D=63 (mm), D1=100 (mm),
D2= 63 (mm), R=12 (mm).…
Detaļu orientēšanas un padeves iekārtas. Detaļas Nr. 3, 3 Var. . Detaļas tehnoloģiskuma novērtēšana Maršruta tehnoloģijas izstrādāšana Apstrādes iekārtās izvēle un tas parametri Operāciju tehnoloģiskā pamatlaika aprēķini.